English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


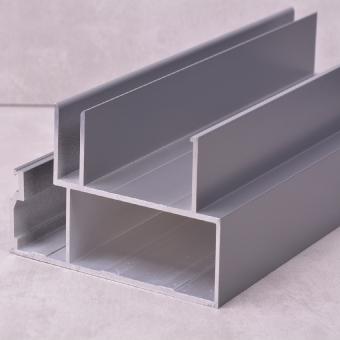
Aluminum profiles are aluminum materials with different cross-sectional shapes obtained by hot melting and extrusion of aluminum rods. The production process of aluminum profiles mainly includes three processes: casting, extrusion, and coloring (coloring mainly includes oxidation, electrophoretic coating, fluorocarbon spraying, powder spraying, etc.).
Aluminum materials are extremely unstable in the air and can easily form oxide films that are difficult to recognize with the naked eye. Due to the different processing methods for aluminum parts, such as casting, direct cutting from extruded sheets, mechanical precision processing, or heat treatment or welding after different processes, the surface of the workpiece will present different states and varying degrees of dirt or marks. Therefore, in the pre-treatment process, the pre-treatment process must be selected based on the actual situation of the workpiece surface. In the pre-treatment process, it should be noted that although the natural oxide film on the surface of fine machined parts is only initially formed, there is an excessively thick oxide layer formed during the casting process on the surface that has not been machined, and a layer of oily and sintered coke is formed before the workpiece is transferred to the heat treatment or welding process. The treatment precautions for these situations are as follows:
(1) Attention should be paid to the pre-treatment process of precision machined parts: Although the natural oxide film on the surface of the precision machined parts is only initially formed and easy to remove, it is heavy and greasy, especially in and around the eyelets (added due to lubrication needs during machining). These types of workpieces must be cleaned with organic solvents first. If directly washed with alkali, not only is the oil heavy and difficult to remove, but the precision machined surface cannot withstand long-term strong alkali corrosion, The result will also affect the roughness and tolerance fit of the workpiece surface, which may eventually become a waste product.
(2) The issues that need to be noted in the pre-treatment process of casting molded parts. Not all surfaces of cast parts have undergone mechanical processing. Unmachined surfaces have an excessively thick oxide layer formed during the casting process, and some even contain sand layers. At this time, the original oxide film in this area should be removed first using machining or sandblasting methods, or processed after alkali washing. Only in this way can the original oxide layer in the unprocessed area be removed and the tolerance dimensions of the machined area be avoided from changing.
(3) During the pre-treatment process of workpieces that have undergone heat treatment or welding, attention should be paid to the following issues: according to the process requirements, the workpieces need to be cleaned with organic solvents before being transferred to the heat treatment or welding process to remove surface oil stains. However, currently, this is generally not possible. Therefore, a layer of oily and sintered coke is formed on the surface of the workpieces, which is difficult to remove in organic solvents. If soaked in alkaline solution, it will cause local corrosion, Produce pitting or unevenness, seriously affecting product quality. Soak this layer of coking material in concentrated nitric acid to soften it. After the coking material is softened, rinse it slightly in alkaline solution to completely remove it.
1、 Residual air caused by long rod hot shear
The shear surface formed during the thermal shear of the column rod is absolutely not perfect or vertical. Simple long rod hot shearing of industrial aluminum profiles can cause severe bending of the column bars, resulting in elliptical cross sections and extremely large rounded corners at one end of the aluminum profile. Even with the new type of long rod hot shear, the edge angle of the sheared column always produces chamfers, which are good places for air residue.
Solution: Conduct standard inspections on aluminum rods and resolutely eliminate unqualified aluminum rods.
2、 Upsetting caused residual air
Upsetting resulted in residual air. Only when the diameter of the cylinder containing aluminum ingots is larger than the diameter of the rod can the rod be placed inside the cylinder containing aluminum ingots. After applying pressure to the column inside the aluminum ingot cylinder, which causes the column to expand to the diameter of the ingot cylinder, the gas carried must be discharged. If the gas is not discharged, it will remain in the aluminum ingot and become bubbles.
Solution: Configure extrusion gaskets based on the minimum size of the inner lining of the extrusion cylinder, regularly replace the extrusion cylinder, inspect the corrosion and washing of the extrusion cylinder and the extrusion pad, measure the inner and outer diameter of the extrusion cylinder, and configure appropriate extrusion gaskets; Clean the extrusion cylinder once per shift with cleaning pads and regularly perform corrosion cleaning on the extrusion cylinder.
3、 The connection of two aluminum rods leads to residual air
एल्युमिनियम की दो छड़ों के आपस में जुड़ने के कारण वायु अवशेष उत्पन्न हो गया। क्योंकि दो छोटी छड़ों की सतह मूल रूप से सपाट होती है, हवा को अंदर ले जाने की संभावना बहुत कम होती है। आरी की गुणवत्ता सीधे दो छोटी छड़ों के बीच हवा की मात्रा को प्रभावित करती है। वर्तमान में, एक उच्च तकनीक है जो दो छोटी छड़ों को जोड़ने से रोक सकती है और हवा के प्रवेश की संभावना को समाप्त कर सकती है।
समाधान: प्रोफाइल के यूनिट वजन और डिस्चार्ज टुकड़ों की संख्या जैसे प्रक्रिया मापदंडों के आधार पर एल्यूमीनियम रॉड की उचित लंबाई निर्धारित करें।
एल्यूमीनियम प्रोफाइल में विभाजित हैं:
1. औद्योगिक एल्यूमीनियम प्रोफाइल: मुख्य रूप से विमान, ट्रेन, औद्योगिक रेडिएटर, ऑटोमोबाइल, विद्युत उपकरण आदि के लिए उपयोग किया जाता है।
2. एल्यूमीनियम मिश्र धातु निर्माण प्रोफाइल: मुख्य रूप से दरवाजे और खिड़कियां, पर्दे की दीवारों, इनडोर और बाहरी सजावट, और संरचनाओं के निर्माण के लिए एल्यूमीनियम प्रोफाइल के निर्माण के लिए उपयोग किया जाता है।
एल्यूमीनियम प्रोफाइल में विभाजित हैं:
1. Anodized एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह anodized, इलेक्ट्रोलाइटिक रंग या कार्बनिक रंग है।
2. इलेक्ट्रोफोरेटिक पेंट एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह को एनोडाइजिंग और इलेक्ट्रोफोरेटिक पेंटिंग के संयोजन के साथ इलाज किया जाता है।
3. पाउडर छिड़काव एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह थर्मोसेटिंग कार्बनिक बहुलक पाउडर के साथ लेपित है।
4. फ्लोरोकार्बन पेंट छिड़काव एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह को पॉलीविनाइलिडीन फ्लोराइड पेंट के साथ लेपित किया गया है। वर्तमान में, आमतौर पर इस्तेमाल किया जाने वाला इंसुलेशन प्रोफाइल एक प्रकार का एल्युमिनियम अलॉय प्रोफाइल है, जो स्ट्रिप थ्रू या कास्टिंग कंपोजिट को अपनाता है।
महत्वपूर्ण संकेतक:
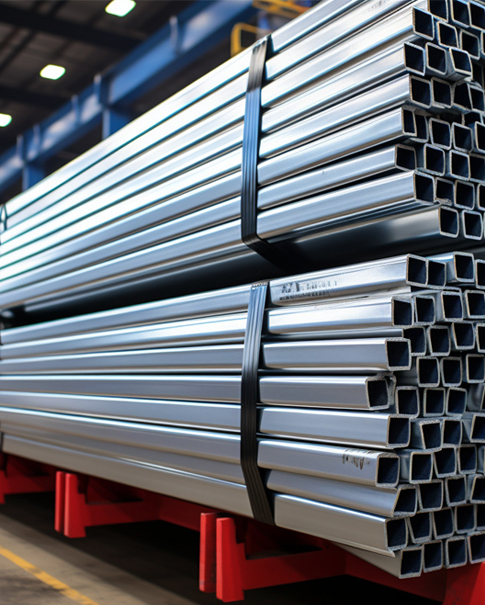
1. उपस्थिति की गुणवत्ता: एनोडाइज्ड प्रोफाइल की सतह में इलेक्ट्रिक बर्न या ऑक्साइड फिल्म डिटैचमेंट जैसे दोष नहीं होने चाहिए जो उनके उपयोग को प्रभावित करते हैं; पेंटिंग के बाद इलेक्ट्रोफोरेटिक, पाउडर और फ्लोरोकार्बन प्रोफाइल की पेंट फिल्म एक समान, साफ, चिकनी और झुर्रियों, दरारें, बुलबुले, प्रवाह के निशान, समावेशन और पेंट फिल्म की टुकड़ी जैसे दोषों से मुक्त होनी चाहिए जो उनके उपयोग को प्रभावित कर सकती हैं। हालांकि, प्रोफ़ाइल अंत के 80 मिमी के भीतर फिल्म की स्थानीय अनुपस्थिति की अनुमति है। एल्यूमीनियम मिश्र धातु निर्माण प्रोफाइल की उपस्थिति गुणवत्ता इमारतों के सजावटी प्रभाव को प्रभावित करती है। इसलिए, परिवहन और स्टैकिंग के दौरान सतह पर खरोंच, धक्कों और जंग से बचने के लिए फैक्ट्री प्रोफाइल की सतह को फिल्म से ढंकना चाहिए। बाजार में कुछ एल्यूमीनियम मिश्र धातु निर्माण प्रोफाइल में पानी की तरह और उनके आंतरिक गुहाओं में फफूंदी वाले धब्बे होते हैं,
2. दीवार की मोटाई: प्रोफाइल की दीवार की मोटाई संसाधित भागों की ताकत को प्रभावित करने वाले मुख्य कारकों में से एक है, और मुख्य प्रोफ़ाइल इंजीनियरिंग में लोड-असर वाला हिस्सा है। उदाहरण के लिए, बाहरी खिड़की के मुख्य प्रोफ़ाइल की छोटी नाममात्र की दीवार की मोटाई 1.4 मिमी से कम नहीं होनी चाहिए
3. फिल्म की मोटाई: एक्सट्रूडेड एल्यूमीनियम मिश्र धातु प्रोफाइल की सतह संक्षारण प्रतिरोध मजबूत नहीं है, और जंग प्रतिरोध, पहनने के प्रतिरोध और एल्यूमीनियम सामग्री की सौंदर्य उपस्थिति को बढ़ाने के लिए सतह के उपचार की आवश्यकता होती है। एनोडाइज्ड एल्यूमीनियम सामग्री की फिल्म मोटाई के स्तर को AA10, AA15, AA20 और AA25 में विभाजित किया गया है। इलेक्ट्रोफोरेटिक पेंटेड एल्यूमीनियम सामग्री की फिल्म मोटाई के स्तर को एबीएस में विभाजित किया गया है। पाउडर छिड़काव एल्यूमीनियम सजावटी सतहों पर कोटिंग की मोटाई छोटे क्षेत्रों में ≥ 40um है, और फ्लोरोकार्बन पेंट एल्यूमीनियम सजावटी सतहों पर कोटिंग की मोटाई कोटिंग के प्रकार के आधार पर भिन्न होती है। दूसरी कोटिंग की औसत फिल्म मोटाई ≥ 30um है, तीसरी कोटिंग की औसत फिल्म मोटाई ≥ 40um है, और चौथी कोटिंग की औसत फिल्म मोटाई ≥ 65um है
4. रासायनिक संरचना और यांत्रिक गुण: एल्यूमीनियम मिश्र धातु प्रोफाइल की रासायनिक संरचना और यांत्रिक प्रदर्शन तकनीकी पैरामीटर उनके ब्रांड और आपूर्ति की स्थिति के आधार पर भिन्न होते हैं। ग्राहकों को मानकों (अनुबंधों) के खिलाफ उन्हें एक-एक करके जांचना होगा।
5. रंग और रंग का अंतर: मिश्र धातुओं के विभिन्न ग्रेड और आपूर्ति राज्यों में रंग और रंग के अंतर में अंतर होता है। मिश्र धातु ग्रेड और आपूर्ति की स्थिति का चयन करते समय भवन संरचना पर रंग और रंग अंतर असंगतता के प्रभाव पर पूरी तरह से विचार करने की सिफारिश की जाती है।
6. नमक स्प्रे संक्षारण प्रतिरोध, घर्षण प्रतिरोध, मौसम प्रतिरोध, मोर्टार प्रतिरोध, आदि: ये एल्यूमीनियम मिश्र धातु प्रोफाइल के महत्वपूर्ण तकनीकी पैरामीटर हैं, जो उनके प्रदर्शन को दर्शाते हैं और उनके उपयोग को प्रभावित करते हैं।


 IPv6 नेटवर्क समर्थित
IPv6 नेटवर्क समर्थित