English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


एल्युमीनियम प्रोफाइल विभिन्न क्रॉस-सेक्शनल आकार वाली एल्युमीनियम सामग्रियां हैं जो एल्युमीनियम की छड़ों के गर्म पिघलने और बाहर निकालने से प्राप्त होती हैं। एल्यूमीनियम प्रोफाइल की उत्पादन प्रक्रिया में मुख्य रूप से तीन प्रक्रियाएं शामिल हैं: कास्टिंग, एक्सट्रूज़न और रंग (रंग में मुख्य रूप से ऑक्सीकरण, इलेक्ट्रोफोरेटिक कोटिंग, फ्लोरोकार्बन छिड़काव, पाउडर छिड़काव, आदि शामिल हैं)।
एल्युमीनियम सामग्री हवा में बेहद अस्थिर होती है और आसानी से ऑक्साइड फिल्म बना सकती है जिसे नग्न आंखों से पहचानना मुश्किल होता है। एल्यूमीनियम भागों के लिए अलग-अलग प्रसंस्करण विधियों के कारण, जैसे कि कास्टिंग, एक्सट्रूडेड शीट से सीधे काटना, यांत्रिक परिशुद्धता प्रसंस्करण, या गर्मी उपचार या विभिन्न प्रक्रियाओं के बाद वेल्डिंग, वर्कपीस की सतह अलग-अलग स्थिति और अलग-अलग डिग्री की गंदगी या निशान पेश करेगी। इसलिए, पूर्व-उपचार प्रक्रिया में, वर्कपीस सतह की वास्तविक स्थिति के आधार पर पूर्व-उपचार प्रक्रिया का चयन किया जाना चाहिए। प्रीट्रीटमेंट प्रक्रिया में, इस पर ध्यान दिया जाना चाहिए: यद्यपि बारीक मशीनीकृत भागों की सतह पर प्राकृतिक ऑक्साइड फिल्म केवल शुरुआत में ही बनती है, लेकिन बिना मशीन वाली सतह पर ढलाई प्रक्रिया के दौरान अत्यधिक मोटी ऑक्साइड परत बनी रहती है, और वर्कपीस को ताप उपचार या वेल्डिंग प्रक्रिया में स्थानांतरित करने से पहले तैलीय सिंटेड कोक की एक परत बनाई जाती है। उपचार संबंधी सावधानियां इस प्रकार हैं:
(1) बारीक मशीनी भागों की पूर्व-उपचार प्रक्रिया में ध्यान देने योग्य समस्याएँ: हालाँकि बारीक मशीनी भागों की सतह पर प्राकृतिक ऑक्साइड फिल्म अभी-अभी बनी है और इसे हटाना आसान है, यह चिकना है, विशेष रूप से सुराख़ में और उसके आसपास (जोड़ा गया) मशीनिंग के दौरान स्नेहन आवश्यकताओं के कारण)। ऐसे हिस्सों को पहले कार्बनिक विलायक से साफ करना चाहिए। यदि आप सीधे क्षार का उपयोग करते हैं, तो यह न केवल चिकना और हटाने में कठिन है, बल्कि महीन मशीनी सतह भी लंबे समय तक मजबूत क्षार संक्षारण का सामना नहीं कर सकती है, परिणाम वर्कपीस सतह की खुरदरापन और सहनशीलता फिट को भी प्रभावित करेगा, जो हो सकता है अंततः एक अपशिष्ट उत्पाद बन जाता है।
(2) वे मुद्दे जिन पर ढले हुए हिस्सों की ढलाई की पूर्व-उपचार प्रक्रिया में ध्यान देने की आवश्यकता है। ढले भागों की सभी सतहों पर यांत्रिक प्रसंस्करण नहीं किया गया है। बिना मशीन वाली सतहों पर कास्टिंग प्रक्रिया के दौरान अत्यधिक मोटी ऑक्साइड परत बनती है, और कुछ में रेत की परतें भी होती हैं। इस समय, इस क्षेत्र में मूल ऑक्साइड फिल्म को पहले मशीनिंग या सैंडब्लास्टिंग विधियों का उपयोग करके हटा दिया जाना चाहिए, या क्षार धोने के बाद संसाधित किया जाना चाहिए। केवल इस तरह से असंसाधित क्षेत्र में मूल ऑक्साइड परत को हटाया जा सकता है और मशीनीकृत क्षेत्र के सहनशीलता आयामों को बदलने से बचाया जा सकता है।
(3) गर्मी उपचार या वेल्डिंग से गुजरने वाले वर्कपीस की पूर्व-उपचार प्रक्रिया के दौरान, निम्नलिखित मुद्दों पर ध्यान दिया जाना चाहिए: प्रक्रिया आवश्यकताओं के अनुसार, गर्मी उपचार में स्थानांतरित होने से पहले वर्कपीस को कार्बनिक सॉल्वैंट्स से साफ करने की आवश्यकता होती है या सतह के तेल के दाग हटाने के लिए वेल्डिंग प्रक्रिया। हालाँकि, वर्तमान में, यह आमतौर पर संभव नहीं है। इसलिए, वर्कपीस की सतह पर तैलीय और सिंटरयुक्त कोक की एक परत बन जाती है, जिसे कार्बनिक सॉल्वैंट्स में हटाना मुश्किल होता है। यदि क्षारीय घोल में भिगोया जाए, तो यह स्थानीय क्षरण का कारण बनेगा, गड्ढा या असमानता पैदा करेगा, जिससे उत्पाद की गुणवत्ता गंभीर रूप से प्रभावित होगी। कोकिंग सामग्री की इस परत को नरम करने के लिए सांद्र नाइट्रिक एसिड में भिगोएँ। कोकिंग सामग्री के नरम हो जाने के बाद, इसे पूरी तरह से हटाने के लिए इसे क्षारीय घोल में थोड़ा सा धो लें।
1、 लंबी छड़ गर्म कतरनी के कारण अवशिष्ट हवा
कॉलम रॉड के थर्मल शीयर के दौरान बनी कतरनी सतह बिल्कुल सही या ऊर्ध्वाधर नहीं है। औद्योगिक एल्युमीनियम प्रोफाइल की साधारण लंबी रॉड हॉट शियरिंग से कॉलम बार गंभीर रूप से झुक सकते हैं, जिसके परिणामस्वरूप एल्युमीनियम प्रोफाइल के एक छोर पर अण्डाकार क्रॉस सेक्शन और बहुत बड़े गोल कोने हो सकते हैं। यहां तक कि नए प्रकार के लंबे रॉड हॉट शीयर के साथ भी, शीयर किए गए कॉलम का किनारा कोण हमेशा कक्षों का उत्पादन करता है, जो हवा के अवशेषों के लिए अच्छे स्थान हैं।
समाधान: एल्यूमीनियम छड़ों पर मानक निरीक्षण करें और अयोग्य एल्यूमीनियम छड़ों को दृढ़ता से हटा दें।
2、 अवशिष्ट वायु के कारण परेशान होना
अपसेटिंग के परिणामस्वरूप अवशिष्ट वायु उत्पन्न हुई। केवल तभी जब एल्यूमीनियम सिल्लियों वाले सिलेंडर का व्यास रॉड के व्यास से बड़ा हो, रॉड को एल्यूमीनियम सिल्लियों वाले सिलेंडर के अंदर रखा जा सकता है। एल्यूमीनियम पिंड सिलेंडर के अंदर स्तंभ पर दबाव डालने के बाद, जिसके कारण स्तंभ पिंड सिलेंडर के व्यास तक फैल जाता है, ली गई गैस को डिस्चार्ज किया जाना चाहिए। यदि गैस को डिस्चार्ज नहीं किया जाता है, तो यह एल्यूमीनियम पिंड में रहेगी और बुलबुले बन जाएगी।
समाधान: एक्सट्रूज़न सिलेंडर की आंतरिक परत के न्यूनतम आकार के आधार पर एक्सट्रूज़न गास्केट को कॉन्फ़िगर करें, नियमित रूप से एक्सट्रूज़न सिलेंडर को बदलें, एक्सट्रूज़न सिलेंडर और एक्सट्रूज़न पैड के क्षरण और धुलाई का निरीक्षण करें, एक्सट्रूज़न सिलेंडर के आंतरिक और बाहरी व्यास को मापें, और उपयुक्त एक्सट्रूज़न गैसकेट कॉन्फ़िगर करें; एक्सट्रूज़न सिलेंडर को प्रति शिफ्ट में एक बार सफाई पैड से साफ करें और नियमित रूप से एक्सट्रूज़न सिलेंडर पर जंग की सफाई करें।
3、 दो एल्यूमीनियम छड़ों के कनेक्शन से अवशिष्ट हवा निकलती है
दो एल्यूमीनियम छड़ों के कनेक्शन के कारण वायु अवशेष उत्पन्न हुआ। क्योंकि दो छोटी छड़ों की सतह मूल रूप से सपाट है, हवा अंदर ले जाने की संभावना बहुत कम है। काटने की मशीन की गुणवत्ता सीधे तौर पर दो छोटी छड़ों के बीच ले जाने वाली हवा की मात्रा को प्रभावित करती है। वर्तमान में, एक उच्च तकनीक है जो दो छोटी छड़ों को जुड़ने से रोक सकती है और हवा के प्रवेश की संभावना को खत्म कर सकती है।
समाधान: प्रोफ़ाइल के इकाई वजन और डिस्चार्ज टुकड़ों की संख्या जैसे प्रक्रिया मापदंडों के आधार पर एल्यूमीनियम रॉड की उचित लंबाई निर्धारित करें।
एल्यूमिनियम प्रोफाइल में विभाजित हैं:
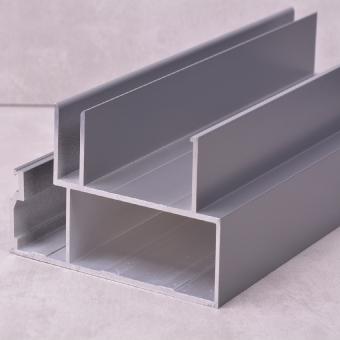
1. औद्योगिक एल्यूमीनियम प्रोफाइल: मुख्य रूप से विमान, ट्रेन, औद्योगिक रेडिएटर, ऑटोमोबाइल, विद्युत उपकरण आदि के लिए उपयोग किया जाता है।
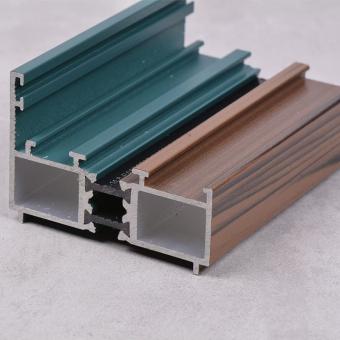
2. एल्यूमीनियम मिश्र धातु भवन प्रोफाइल: मुख्य रूप से दरवाजे और खिड़कियां, पर्दे की दीवारें, इनडोर और आउटडोर सजावट, और भवन संरचनाओं के लिए एल्यूमीनियम प्रोफाइल के निर्माण के लिए उपयोग किया जाता है।
एल्यूमिनियम प्रोफाइल में विभाजित हैं:
1. एनोडाइज्ड एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह एनोडाइज्ड, इलेक्ट्रोलाइटिक रंग या कार्बनिक रंग की होती है।
2. इलेक्ट्रोफोरेटिक चित्रित एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह को एनोडाइजिंग और इलेक्ट्रोफोरेटिक पेंटिंग के संयोजन से उपचारित किया जाता है।
3. पाउडर छिड़काव एल्यूमीनियम सामग्री: प्रोफ़ाइल की सतह थर्मोसेटिंग कार्बनिक पॉलिमर पाउडर के साथ लेपित है।
4. फ्लोरोकार्बन पेंट छिड़काव एल्यूमीनियम: प्रोफ़ाइल सतह को पॉलीविनाइलिडीन फ्लोराइड पेंट से लेपित किया जाता है। वर्तमान में, आमतौर पर इस्तेमाल की जाने वाली इन्सुलेशन प्रोफ़ाइल एक प्रकार की एल्यूमीनियम मिश्र धातु प्रोफ़ाइल है जो स्ट्रिप थ्रू या कास्टिंग कंपोजिट को अपनाती है।
महत्वपूर्ण संकेतक:
1. उपस्थिति गुणवत्ता: एनोडाइज्ड प्रोफाइल की सतह में बिजली के जलने या ऑक्साइड फिल्म के अलग होने जैसे दोष नहीं होने चाहिए जो उनके उपयोग को प्रभावित करते हैं; पेंटिंग के बाद इलेक्ट्रोफोरेटिक, पाउडर और फ्लोरोकार्बन प्रोफाइल की पेंट फिल्म एक समान, साफ, चिकनी और झुर्रियों, दरारें, बुलबुले, प्रवाह के निशान, समावेशन और पेंट फिल्म अलगाव जैसे दोषों से मुक्त होनी चाहिए जो उनके उपयोग को प्रभावित कर सकते हैं। हालाँकि, प्रोफ़ाइल अंत के 80 मिमी के भीतर फिल्म की स्थानीय अनुपस्थिति की अनुमति है। एल्यूमीनियम मिश्र धातु भवन प्रोफाइल की उपस्थिति गुणवत्ता इमारतों के सजावटी प्रभाव को प्रभावित करती है। इसलिए, परिवहन और स्टैकिंग के दौरान सतह खरोंच, धक्कों और जंग से बचने के लिए फैक्ट्री प्रोफाइल की सतह को फिल्म के साथ कवर किया जाना चाहिए। बाज़ार में उपलब्ध कुछ एल्युमीनियम मिश्र धातु निर्माण प्रोफाइलों की आंतरिक गुहाओं में पानी जैसे और फफूंदयुक्त धब्बे होते हैं,
2. दीवार की मोटाई: प्रोफाइल की दीवार की मोटाई संसाधित भागों की ताकत को प्रभावित करने वाले मुख्य कारकों में से एक है, और मुख्य प्रोफ़ाइल इंजीनियरिंग में लोड-असर वाला हिस्सा है। उदाहरण के लिए, बाहरी खिड़की की मुख्य प्रोफ़ाइल की छोटी नाममात्र दीवार की मोटाई 1.4 मिमी से कम नहीं होनी चाहिए
3. फिल्म की मोटाई: एक्सट्रूडेड एल्यूमीनियम मिश्र धातु प्रोफाइल की सतह संक्षारण प्रतिरोध मजबूत नहीं है, और एल्यूमीनियम सामग्री के संक्षारण प्रतिरोध, पहनने के प्रतिरोध और सौंदर्य उपस्थिति को बढ़ाने के लिए सतह का उपचार आवश्यक है। एनोडाइज्ड एल्यूमीनियम सामग्री के फिल्म मोटाई स्तर को AA10, AA15, AA20 और AA25 में विभाजित किया गया है। इलेक्ट्रोफोरेटिक पेंट एल्यूमीनियम सामग्री की फिल्म मोटाई के स्तर को एबीएस में विभाजित किया गया है। पाउडर स्प्रे एल्यूमीनियम सजावटी सतहों पर कोटिंग की मोटाई छोटे क्षेत्रों में ≥ 40um है, और फ्लोरोकार्बन पेंट एल्यूमीनियम सजावटी सतहों पर कोटिंग की मोटाई कोटिंग के प्रकार के आधार पर भिन्न होती है। दूसरी कोटिंग की औसत फिल्म मोटाई ≥ 30um है, तीसरी कोटिंग की औसत फिल्म मोटाई ≥ 40um है, और चौथी कोटिंग की औसत फिल्म मोटाई ≥ 65um है
4. रासायनिक संरचना और यांत्रिक गुण: एल्यूमीनियम मिश्र धातु प्रोफाइल की रासायनिक संरचना और यांत्रिक प्रदर्शन तकनीकी पैरामीटर उनके ब्रांड और आपूर्ति की स्थिति के आधार पर भिन्न होते हैं। ग्राहकों को मानकों (अनुबंधों) के अनुसार उन्हें एक-एक करके जांचना होगा।
5. रंग और रंग अंतर: मिश्र धातुओं के विभिन्न ग्रेड और आपूर्ति राज्यों में रंग और रंग अंतर में अंतर होता है। मिश्र धातु ग्रेड और आपूर्ति की स्थिति का चयन करते समय भवन संरचना पर रंग और रंग अंतर की असंगतता के प्रभाव पर पूरी तरह से विचार करने की सिफारिश की जाती है।
6. नमक स्प्रे संक्षारण प्रतिरोध, घर्षण प्रतिरोध, मौसम प्रतिरोध, मोर्टार प्रतिरोध, आदि: ये एल्यूमीनियम मिश्र धातु प्रोफाइल के महत्वपूर्ण तकनीकी पैरामीटर हैं, जो उनके प्रदर्शन को दर्शाते हैं और उनके उपयोग को प्रभावित करते हैं।



 IPv6 नेटवर्क समर्थित
IPv6 नेटवर्क समर्थित