English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


फ्लोरोकार्बन छिड़काव प्रक्रिया प्रवाह है:
प्रीट्रीटमेंट प्रक्रिया: एल्युमिनियम प्रोफाइल का क्षरण और परिशोधन → पानी की धुलाई → क्षार की धुलाई (गिरावट) → पानी की धुलाई → एसिड की धुलाई → पानी की धुलाई → क्रोमाइजेशन → पानी की धुलाई → शुद्ध पानी की धुलाई
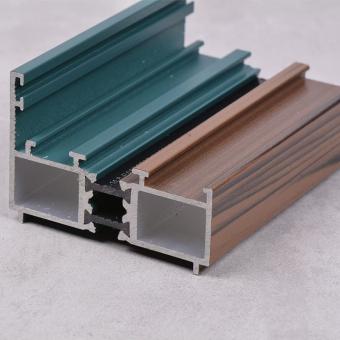
छिड़काव प्रक्रिया: प्राइमर छिड़काव → टॉपकोट → ग्लॉस कोटिंग → बेकिंग (180-250 ℃) → गुणवत्ता निरीक्षण
बहु-परत छिड़काव प्रक्रिया में प्राइमर, टॉपकोट और टॉपकोट के साथ-साथ द्वितीयक स्प्रे (प्राइमर, टॉपकोट) सहित तीन स्प्रे (तीन स्प्रे के रूप में संदर्भित) होते हैं।
1. प्रीट्रीटमेंट का उद्देश्य: एल्यूमीनियम मिश्र धातु प्रोफाइल छिड़काव से पहले, वर्कपीस की सतह को क्रोमाइज्ड फिल्म बनाने के लिए degreasing, परिशोधन और रासायनिक उपचार से गुजरना पड़ता है, कोटिंग और धातु की सतह के बीच आसंजन और ऑक्सीकरण प्रतिरोध में वृद्धि होती है, और अनुकूल है पेंट फिल्म के सेवा जीवन का विस्तार करने के लिए।
2. प्राइमर कोटिंग: सब्सट्रेट को सील करने के लिए प्राइमर कोटिंग के रूप में, इसका कार्य कोटिंग की अभेद्यता में सुधार करना, सब्सट्रेट की सुरक्षा में वृद्धि करना, धातु की सतह की परत को स्थिर करना, टॉपकोट और धातु की सतह के बीच आसंजन को मजबूत करना और टॉपकोट कोटिंग की रंग एकरूपता सुनिश्चित करें। पेंट की परत की मोटाई आम तौर पर 5-10 माइक्रोन होती है।
3. शीर्ष कोट कोटिंग: शीर्ष कोट कोटिंग स्प्रे कोटिंग की एक महत्वपूर्ण परत है, जो एल्यूमीनियम सामग्री के लिए आवश्यक सजावटी रंग प्रदान करती है, जिससे एल्यूमीनियम सामग्री की उपस्थिति डिजाइन आवश्यकताओं को पूरा करती है, और बाहरी पर्यावरण से धातु की सतह की रक्षा करती है। वातावरण, अम्लीय वर्षा, प्रदूषण और यूवी पैठ। एंटी-एजिंग क्षमता बहुत बढ़ जाती है। छिड़काव में शीर्ष कोट मोटा होता है, और पेंट की परत की मोटाई आमतौर पर 23-30 माइक्रोन होती है।
4. ग्लॉसी पेंट कोटिंग: ग्लॉसी पेंट कोटिंग, जिसे वार्निश कोटिंग के रूप में भी जाना जाता है, मुख्य रूप से बाहरी जंग के लिए पेंट परत के प्रतिरोध को अधिक प्रभावी ढंग से बढ़ाने, टॉपकोट कोटिंग की रक्षा करने, टॉपकोट रंग की धात्विक चमक को बढ़ाने, उपस्थिति को और अधिक उज्ज्वल बनाने का लक्ष्य रखती है। चकाचौंध, और कोटिंग की मोटाई आमतौर पर 5-10 माइक्रोन होती है। तीन स्प्रे परतों की कुल मोटाई आम तौर पर 40-60 माइक्रोन होती है, और विशेष आवश्यकता पड़ने पर इसे मोटा किया जा सकता है।
5. इलाज उपचार: तीन स्प्रे कोटिंग को आम तौर पर माध्यमिक इलाज की आवश्यकता होती है। एल्यूमीनियम सामग्री का इलाज भट्टी में किया जाता है। इलाज का तापमान आम तौर पर 180 ℃ -250 ℃ के बीच होता है, और इलाज का समय 15-25 मिनट होता है। विभिन्न फ्लोरोकार्बन निर्माता अपने स्वयं के कोटिंग्स के अनुसार बेहतर तापमान और समय प्रदान करेंगे। फ्लोरोकार्बन स्प्रेइंग प्लांट्स (क्यूरियम ऑयल प्लांट्स) का भी तीन छिड़काव के दौरान दो इलाज समय को एक इलाज में बदलने का अपना अनुभव है।
6. गुणवत्ता निरीक्षण: गुणवत्ता निरीक्षण को एएएमए-605.02.90 मानक का पालन करना चाहिए। उच्च गुणवत्ता वाले छिड़काव उत्पादों को सुनिश्चित करने के लिए सख्त गुणवत्ता निरीक्षण आवश्यक है।



 IPv6 नेटवर्क समर्थित
IPv6 नेटवर्क समर्थित