English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


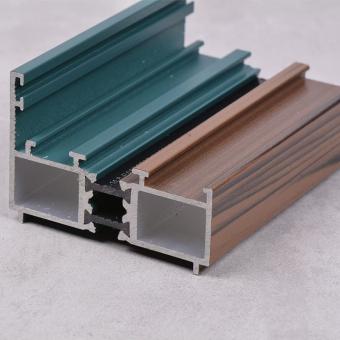
एल्यूमीनियम मिश्र धातु बाहर निकालना सामग्री के मुख्य दोष और कारण
दोष आमतौर पर उन क्षेत्रों को संदर्भित करते हैं जो ऑर्डरिंग मानकों या शर्तों को पूरा नहीं करते हैं, जो या तो उत्पाद की उपस्थिति या उपयोग को प्रभावित करते हैं। वे उत्पादन में टालने योग्य हैं और उत्पाद की गुणवत्ता का प्रत्यक्ष प्रतिबिंब हैं।
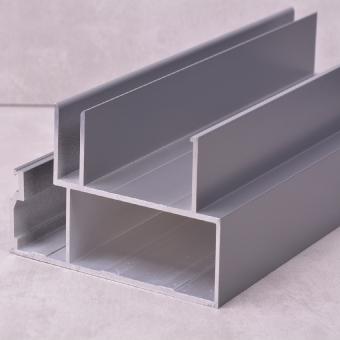
स्वीकार्य दोष जो केवल उत्पाद की उपस्थिति को प्रभावित करते हैं और इसके उपयोग को प्रभावित किए बिना बाद में परिष्करण या प्रसंस्करण के माध्यम से समाप्त किया जा सकता है, जैसे सतह संदूषण, खरोंच और खरोंच जो सहनशीलता से बाहर नहीं हैं, गड्ढे, झुकना, मुड़ना, सपाट अंतराल, छीलना, बुलबुले, एक्सट्रूज़न दरारें, आयाम इत्यादि। ये दोष आमतौर पर एक्सट्रूज़न और उसके बाद की फिनिशिंग, पैकेजिंग और परिवहन प्रक्रियाओं के दौरान होते हैं।
अस्वीकार्य दोष जिन्हें बाद में परिष्करण या प्रसंस्करण के माध्यम से समाप्त नहीं किया जा सकता है, जैसे मोटे क्रिस्टल के छल्ले, लेयरिंग, सिकुड़न, खराब वेल्डिंग, अयोग्य दोष का पता लगाना, अत्यधिक ऑक्साइड फिल्म, धातु और गैर-धातु स्लैग, गर्मी उपचार दरारें, अत्यधिक जलना या अधिक गरम होना, जैसे साथ ही अत्यधिक खरोंच और खरोंच, झुकना, मुड़ना, सपाट अंतराल, छीलना, बाहर निकालना दरारें, आयाम, आदि। इनमें से कुछ दोष धातुकर्म गुणवत्ता से विरासत में मिले हैं, जैसे अयोग्य निरीक्षण, अत्यधिक ऑक्साइड फिल्म, धातु और गैर-धातु स्लैग, आदि। ., और कुछ एक्सट्रूज़न उत्पादन में प्रक्रिया और मोल्ड कारणों से होते हैं।
सतह प्रदूषण, खरोंचें और उभार - उत्पादन के दौरान कमजोर गुणवत्ता जागरूकता और उत्पाद सतहों के लिए सुरक्षा की कमी; या फिर पैकेजिंग विधि में कोई समस्या है, जो रोटेशन और परिवहन के दौरान टकराव या रगड़ का कारण बन सकती है।
खरोंचें - मोल्ड कार्य क्षेत्र को अच्छी तरह से साफ नहीं किया जाता है; प्रेस या आरा मशीन के कामकाजी ट्रैक की अच्छी तरह से सफाई नहीं की जाती है।
गड्ढों वाली सतह - मोल्ड कार्य क्षेत्र की अपर्याप्त कठोरता; एक्सट्रूज़न तापमान बहुत अधिक है; निचोड़ने की गति बहुत तेज़ है.
झुकना, मुड़ना, सपाट निकासी - मोल्ड डिजाइन मुद्दे; अनुचित एक्सट्रूज़न तापमान या एक्सट्रूज़न गति; शमन माध्यम का तापमान बहुत कम है; अपर्याप्त स्ट्रेचिंग या अन्य परिष्करण विधियाँ।
छीलना और बुलबुले - ढीली सिल्लियां; एक्सट्रूज़न पैड का आकार अनुचित है; पिंड या एक्सट्रूज़न सिलेंडर की सतह पर तेल के दाग; तापमान या गति को बहुत तेज़ करना।
दरारें निचोड़ें - बाहर निकालना तापमान या गति बहुत तेज़ है।
आकार - अनुचित साँचे का डिज़ाइन; एक्सट्रूज़न गति नियंत्रण पहले और बाद में असंगत है।
मोटे क्रिस्टल की अंगूठी - मिश्र धातु संरचना का अनुचित नियंत्रण; अनुचित एक्सट्रूज़न प्रक्रिया डिज़ाइन; ताप उपचार तापमान बहुत अधिक है और इन्सुलेशन का समय बहुत लंबा है।
परत बनाना - पिंड पर सतह के दोषों को मोड़कर साफ नहीं किया जाना; पिंड या एक्सट्रूज़न सिलेंडर की सतह पर तेल के दाग; अनुचित साँचे का डिज़ाइन।
पूँछ सिकुड़ना - निचोड़ने की गति बहुत तेज़ है; एक्सट्रूज़न सिलेंडर और पिंड के बीच तापमान का अंतर बड़ा है; कम अवशिष्ट बाहर निकालना या उत्पाद के अंत को कम हटाना; पिंड या एक्सट्रूज़न सिलेंडर की सतह पर तेल के दाग हैं।
ख़राब वेल्डिंग - अनुचित मोल्ड डिज़ाइन; प्रेस का अपर्याप्त टन भार; कम बाहर निकालना तापमान; छोटा एक्सट्रूज़न गुणांक; तेज बाहर निकालना गति; निकाले गए रिक्त स्थान, औजारों या सांचों पर तेल के दाग।
अयोग्य दोष का पता लगाना - गंभीर सरंध्रता, ऑक्साइड फिल्म, समावेशन आदि के साथ खराब पिंड गुणवत्ता; ताप उपचार प्रक्रिया अनुचित है.
अधिक जलना या अधिक गरम होना - उच्च ताप तापमान और बाहर निकालना से पहले लंबा समय; उच्च एक्सट्रूज़न तापमान और तेज़ गति; ताप उपचार के दौरान उच्च ताप तापमान।
अत्यधिक ऑक्साइड फिल्म, धातु और गैर-धातु अशुद्धियाँ - सिल्लियों की खराब धातुकर्म गुणवत्ता।
हीट ट्रीटमेंट दरारें - बड़ी उत्पाद मोटाई, कम शमन मध्यम तापमान और तेज़ शीतलन दर।



 IPv6 नेटवर्क समर्थित
IPv6 नेटवर्क समर्थित